Сварка трением — образование сварного соединения при такой разновидности сварки давлением происходит при взаимном перемещении свариваемых изделий относительно друг друга при действии на них давления.
Последовательность образования сварного соединения:
- Снятие оксидной пленки в результате действия сил трения.
- Постепенный разогрев кромок до пластичного состояния, возникновение временного контакта и дальнейшее его разрушение, высокопластичный металл вытесняется из стыка.
- Остановка вращения, образование сварного соединения.
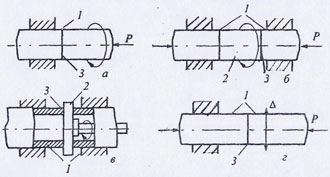 На рисунке представлены схемы процесса сварки трением: 1 — свариваемые детали, 2 — вставка, 3— зона сварки. Теплота может выделяться при вращении одной детали относительно другой (схема а) или вставки между деталями (схемы б и в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (схема г). В процессе вращения детали прижимаются друг к другу постоянным или возрастающим давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
На рисунке представлены схемы процесса сварки трением: 1 — свариваемые детали, 2 — вставка, 3— зона сварки. Теплота может выделяться при вращении одной детали относительно другой (схема а) или вставки между деталями (схемы б и в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (схема г). В процессе вращения детали прижимаются друг к другу постоянным или возрастающим давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
Разновидностью сварки трением можно назвать инерционную сварку — вращаемую деталь закрепляют в маховике, маховик раскручивают до определенной скорости, детали соединяют, маховик останавливают.
Технология сварки трением →
В разделе «Виды сварки», с метками: Сварка алюминия, Сварка пластика, Сварка стали, Технология сварки
 Электрошлаковая сварка или сварка под флюсом в основном используют для соединения металлов толщиной более 16 мм, стали, чугуна, алюминия, меди, титана и их сплавов. Данный вид сварки относится к одним из самых производительных и экономичных. Из преимуществ электрошлаковой сварки можно выделить следующие: сварка за один проход металла практически любой толщины, сварка выполняется без снятия фасок кромок, для сварки можно использовать один или несколько электродов.
Электрошлаковая сварка или сварка под флюсом в основном используют для соединения металлов толщиной более 16 мм, стали, чугуна, алюминия, меди, титана и их сплавов. Данный вид сварки относится к одним из самых производительных и экономичных. Из преимуществ электрошлаковой сварки можно выделить следующие: сварка за один проход металла практически любой толщины, сварка выполняется без снятия фасок кромок, для сварки можно использовать один или несколько электродов.
К недостаткам сварки под флюсом относятся: толщина металла должна быть более 16 мм, можно сваривать только вертикальные швы, в некоторых случаях необходима термообработка сварного соединения для придания нужных свойств.
Технология электрошлаковой сварки →
В разделе «Виды сварки», с метками: Сварка алюминия, Сварка меди, Сварка под флюсом, Технология сварки
UTP — германская компания, которая специализируется на производстве расходных материалов, например: сварочных электродов для сварки и пайки. Компания UTP входит в состав Bohler-Thyssen Welding Group, а девиз компании: «Если что-то можно сварить, то мы знаем как!»

Расходные материалы производимые компанией UTP включают в себя материалы для сварки:
- высоколегированной стали;
- низколегированных сплавов;
- алюминия;
- никеля;
- меди;
- и стеллита.
Все материалы для сварки производимые компанией UTP сертифицированы по стандартам DIN EN ISO 14001, DIN EN ISO 9001, VDATeiM, QS-9000, СТБ.
В разделе «Производители сварочников», с метками: Расходные материалы для сварки, Сварка алюминия, Сварка меди, Сварка стали, Сварочные электроды
 Сварочные аппараты MinarcMig Adaptive 150, 180 — это переносные сварочные аппараты для профессионалов и любителей. Сварочники MinarcMig Adaptive используются для выполнения качественных сварных швов. В 2006 году аппараты были отмечены престижной международной премией Red Dot за достижения в области промышленных разработок, что говорит о высочайшем уровне сварочных характеристик.
Сварочные аппараты MinarcMig Adaptive 150, 180 — это переносные сварочные аппараты для профессионалов и любителей. Сварочники MinarcMig Adaptive используются для выполнения качественных сварных швов. В 2006 году аппараты были отмечены престижной международной премией Red Dot за достижения в области промышленных разработок, что говорит о высочайшем уровне сварочных характеристик.
Аппараты работают как от обычной электросети, так и от генератора в любых условиях. В сварочном оборудовании MinarcMig Adaptive необходимо выбрать толщину листа и нажать единственную кнопку, аппарат сам отрегулирует сварочные параметры в соответствии с выполняемой операцией — метод адаптивного управления.
Особенности сварочников MinarcMig Adaptive 150 и 180 →
В разделе «Каталог сварочного оборудования», с метками: Дуговая сварка, Переносной сварочный аппарат, Сварка алюминия, Сварочные аппараты KEMPPI
Если же требуется сварка, то положение осложняется еще сильнее: варить этот металл можно только на специальном оборудовании, которое на обычных сервисах встречается довольно редко…
В разделе «Новости», с метками: Сварка алюминия
 Аргонная сварка — это одна из разновидностей дуговой сварки, сварка неплавящимся электродом, обычно вольфрамовым, в среде инертных газов. В англоязычной литературе аргонно-дуговую сварку называют TIG-сваркой или GTAW-сваркой.
Аргонная сварка — это одна из разновидностей дуговой сварки, сварка неплавящимся электродом, обычно вольфрамовым, в среде инертных газов. В англоязычной литературе аргонно-дуговую сварку называют TIG-сваркой или GTAW-сваркой.
Сварочный электрод при сварке аргоном, зона вокруг сварочной ванны и дуга защищены от воздействия атмосферного воздуха инертным газом. Если необходимо, к переднему краю сварочной ванны подается присадочный материал.
В результате аргонно-дуговой сварки, полученные швы отличаются высоким качеством и чистотой. Шов не требует очистки, так как исключается вероятность попадания шлака в сварной шов.
Применение и технология сварки аргоном →
В разделе «Виды сварки», с метками: Автоматическая сварка, Аргонно-дуговая сварка, Ручная дуговая сварка, Сварка алюминия, Сварка стали
 Газовая сварка или газоплавильная сварка — сварка металлов плавлением с использованием смеси горючего газа и кислорода. В качестве горючего газа может применяться: чаще всего — ацетилен, водород, пропан, бутан, бензин, блаугаз.
Газовая сварка или газоплавильная сварка — сварка металлов плавлением с использованием смеси горючего газа и кислорода. В качестве горючего газа может применяться: чаще всего — ацетилен, водород, пропан, бутан, бензин, блаугаз.
Тепло, которое выделяется при плавлении рабочей смеси, плавит свариваемые поверхности и присадочный материал с образованием сварочной ванны. Количеством кислорода регулируется тип пламени, оно может быть восстановительным или окислительным.
Состав присадочных прутков для сварки газом выбирают в зависимости от состава основных металлов, а его диаметр от толщины основного металла.
Применение газовой сварки →
В разделе «Виды сварки», с метками: Газовая сварка, Сварка алюминия, Сварка труб, Сварка цветных металлов, Сварка чугуна