Сварка трением — образование сварного соединения при такой разновидности сварки давлением происходит при взаимном перемещении свариваемых изделий относительно друг друга при действии на них давления.
Последовательность образования сварного соединения:
- Снятие оксидной пленки в результате действия сил трения.
- Постепенный разогрев кромок до пластичного состояния, возникновение временного контакта и дальнейшее его разрушение, высокопластичный металл вытесняется из стыка.
- Остановка вращения, образование сварного соединения.
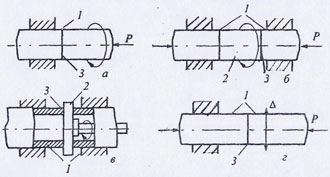 На рисунке представлены схемы процесса сварки трением: 1 — свариваемые детали, 2 — вставка, 3— зона сварки. Теплота может выделяться при вращении одной детали относительно другой (схема а) или вставки между деталями (схемы б и в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (схема г). В процессе вращения детали прижимаются друг к другу постоянным или возрастающим давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
На рисунке представлены схемы процесса сварки трением: 1 — свариваемые детали, 2 — вставка, 3— зона сварки. Теплота может выделяться при вращении одной детали относительно другой (схема а) или вставки между деталями (схемы б и в), при возвратно-поступательном движении деталей в плоскости стыка с относительно малыми амплитудами Д и при звуковой частоте (схема г). В процессе вращения детали прижимаются друг к другу постоянным или возрастающим давлением Р. Сварка завершается осадкой и быстрым прекращением вращения.
Разновидностью сварки трением можно назвать инерционную сварку — вращаемую деталь закрепляют в маховике, маховик раскручивают до определенной скорости, детали соединяют, маховик останавливают.
Технология сварки трением →
, с метками: Сварка алюминия, Сварка пластика, Сварка стали, Технология сварки
Точечная сварка — это один из видов контактной электросварки металлов. При точечной сварке, детали нагреваются электрическим током в месте контакта и сдавливаются (не во всех случаях). А основной тип соединения — нахлесточное сварное соединение, поэтому точечная сварка получила широкое распространение в автомобильной промышленности, при ремонте автомобилей, для изготовления штампованных конструкций.
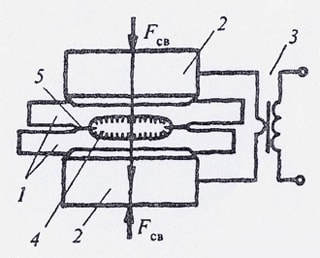 На рисунке представлена схема точечной сварки. Свариваемые изделия 1 собираются внахлестку и усилием Fсв зажимаются между электродами 2, подводящими к месту сварки ток силы до нескольких десятков кА от источника энергии 3. Подается кратковременный импульс тока, в зоне контакта образуется область расплавленного металла 4. Во время нагрева металл пластически деформируется, в результате чего образуется уплотняющий поясок 5, который предохраняет расплавленный металл от выплеска и взаимодействия с атмосферным воздухом. Электроды для точечной сварки изготавливают в основном из меди и ее сплавов.
На рисунке представлена схема точечной сварки. Свариваемые изделия 1 собираются внахлестку и усилием Fсв зажимаются между электродами 2, подводящими к месту сварки ток силы до нескольких десятков кА от источника энергии 3. Подается кратковременный импульс тока, в зоне контакта образуется область расплавленного металла 4. Во время нагрева металл пластически деформируется, в результате чего образуется уплотняющий поясок 5, который предохраняет расплавленный металл от выплеска и взаимодействия с атмосферным воздухом. Электроды для точечной сварки изготавливают в основном из меди и ее сплавов.
Режимы точечной сварки →
, с метками: Контактная сварка, Сварка автомобилей, Технология сварки, Точечная сварка
 Электрошлаковая сварка или сварка под флюсом в основном используют для соединения металлов толщиной более 16 мм, стали, чугуна, алюминия, меди, титана и их сплавов. Данный вид сварки относится к одним из самых производительных и экономичных. Из преимуществ электрошлаковой сварки можно выделить следующие: сварка за один проход металла практически любой толщины, сварка выполняется без снятия фасок кромок, для сварки можно использовать один или несколько электродов.
Электрошлаковая сварка или сварка под флюсом в основном используют для соединения металлов толщиной более 16 мм, стали, чугуна, алюминия, меди, титана и их сплавов. Данный вид сварки относится к одним из самых производительных и экономичных. Из преимуществ электрошлаковой сварки можно выделить следующие: сварка за один проход металла практически любой толщины, сварка выполняется без снятия фасок кромок, для сварки можно использовать один или несколько электродов.
К недостаткам сварки под флюсом относятся: толщина металла должна быть более 16 мм, можно сваривать только вертикальные швы, в некоторых случаях необходима термообработка сварного соединения для придания нужных свойств.
Технология электрошлаковой сварки →
, с метками: Сварка алюминия, Сварка меди, Сварка под флюсом, Технология сварки
Стыковая сварка — это вид контактной сварки, при которой изделия свариваются в стык. Рассмотрим схему контактной сварки:
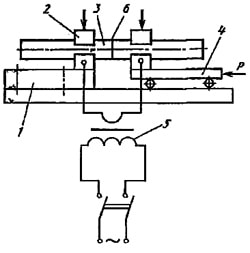 Обозначения на рисунке: 1 — неподвижная плита; 2 — зажимы-электроды; 3 — свариваемые изделия; 4 — подвижная плита; 5 — сварочный трансформатор; 6 — контакт.
Обозначения на рисунке: 1 — неподвижная плита; 2 — зажимы-электроды; 3 — свариваемые изделия; 4 — подвижная плита; 5 — сварочный трансформатор; 6 — контакт.
Свариваемые изделия (3), которые закреплены в зажимах-электродах (2) стыковой машины, сжимаются осевой силой Р. При включении сварочного трансформатора (5) через заготовки протекает сварочный ток, который нагревает заготовки. Так как сопротивление контакта является наибольшим во вторичной цепи, наибольшее количество теплоты выделяется в месте контакта (6) между заготовками — отсюда название способа.
Количество выделяемой теплоты Q при стыковой сварке определяется законом Джоуля-Ленца:
Q=I²·R·t, где I — сварочный ток, R — сопротивление контакта, t — время протекания тока.
Из формулы следует, что эффективный нагрев места сварки можно получить при больших значениях сварочного тока. Сварочный ток при контактной сварке может достигать тысяч (в некоторых случаях десятков тысяч) ампер.
Виды стыковой контактной сварки →
, с метками: Контактная сварка, Стыковая сварка
 Контактная сварка — это один из термомеханических классов сварки, при котором сварное соединение образуется в результате нагрева свариваемых изделий и последующей пластической деформации места соединения под действием сжимающего усилия.
Контактная сварка — это один из термомеханических классов сварки, при котором сварное соединение образуется в результате нагрева свариваемых изделий и последующей пластической деформации места соединения под действием сжимающего усилия.
Основные способы контактной сварки — точечная, стыковая и шовная (роликовая) сварка. Английский физик Уильям Томсон (лорд Кельвин) стал родоначальником сварки, впервые применив стыковую сварку в 1856 году. В 1877 российский ученый Бенардос предложил способы контактной шовной (роликовой) и точечной сварки. В том же 1877 в США Элиху Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В России контактная сварка была внедрена в промышленность в 1936 году после наладки серийного выпуска контактных сварочных машин.
Технология контактной сварки →
, с метками: Контактная сварка, Стыковая сварка, Технология сварки, Точечная сварка, Шовная сварка
 Лазерная сварка — это один из самых технологичных методов сварки, по плотности мощности он не уступает электронно-лучевой сварке, но при этом не требует построения вакуумной камеры. Лазерную сварку проводят в среде защищенных газов или на воздухе. В отличие от электрической дуги и электронного луча, на лазерный луч не влияют магнитные поля — это обеспечивает более стабильное формирование сварочного шва.
Лазерная сварка — это один из самых технологичных методов сварки, по плотности мощности он не уступает электронно-лучевой сварке, но при этом не требует построения вакуумной камеры. Лазерную сварку проводят в среде защищенных газов или на воздухе. В отличие от электрической дуги и электронного луча, на лазерный луч не влияют магнитные поля — это обеспечивает более стабильное формирование сварочного шва.
Использование лазерной сварки обеспечивает небольшие деформации сварных конструкций и высокую технологическую прочность сварных соединений.
Технология и применение лазерной сварки →
, с метками: Лазерная сварка, Резка сваркой, Технология сварки
 Аргонная сварка — это одна из разновидностей дуговой сварки, сварка неплавящимся электродом, обычно вольфрамовым, в среде инертных газов. В англоязычной литературе аргонно-дуговую сварку называют TIG-сваркой или GTAW-сваркой.
Аргонная сварка — это одна из разновидностей дуговой сварки, сварка неплавящимся электродом, обычно вольфрамовым, в среде инертных газов. В англоязычной литературе аргонно-дуговую сварку называют TIG-сваркой или GTAW-сваркой.
Сварочный электрод при сварке аргоном, зона вокруг сварочной ванны и дуга защищены от воздействия атмосферного воздуха инертным газом. Если необходимо, к переднему краю сварочной ванны подается присадочный материал.
В результате аргонно-дуговой сварки, полученные швы отличаются высоким качеством и чистотой. Шов не требует очистки, так как исключается вероятность попадания шлака в сварной шов.
Применение и технология сварки аргоном →
, с метками: Автоматическая сварка, Аргонно-дуговая сварка, Ручная дуговая сварка, Сварка алюминия, Сварка стали
 Плазма — это ионизированный газ, поток ядер и электронов, которые не связаны между собой. Чтобы оторвать все электроны от ядер, необходимо передать веществу большое количество энергии, либо нагреть его до высокой температуры, либо придать веществу ускорение и «ударить» обо что-нибудь.
Плазма — это ионизированный газ, поток ядер и электронов, которые не связаны между собой. Чтобы оторвать все электроны от ядер, необходимо передать веществу большое количество энергии, либо нагреть его до высокой температуры, либо придать веществу ускорение и «ударить» обо что-нибудь.
В плазменной сварке используется плазменная дуга, которая характеризуется широким диапазоном регулирования ее технологических свойств и высокой температурой — до 30 000 °С.
Преимущества и принцип работы плазменной сварки →
, с метками: Аргонно-дуговая сварка, Пайка сваркой, Резка сваркой
 Газовая сварка или газоплавильная сварка — сварка металлов плавлением с использованием смеси горючего газа и кислорода. В качестве горючего газа может применяться: чаще всего — ацетилен, водород, пропан, бутан, бензин, блаугаз.
Газовая сварка или газоплавильная сварка — сварка металлов плавлением с использованием смеси горючего газа и кислорода. В качестве горючего газа может применяться: чаще всего — ацетилен, водород, пропан, бутан, бензин, блаугаз.
Тепло, которое выделяется при плавлении рабочей смеси, плавит свариваемые поверхности и присадочный материал с образованием сварочной ванны. Количеством кислорода регулируется тип пламени, оно может быть восстановительным или окислительным.
Состав присадочных прутков для сварки газом выбирают в зависимости от состава основных металлов, а его диаметр от толщины основного металла.
Применение газовой сварки →
, с метками: Газовая сварка, Сварка алюминия, Сварка труб, Сварка цветных металлов, Сварка чугуна
Дуговая сварка — источником теплоты для нагрева и плавления металла в таком виде сварки является электрическая дуга, которая возникает между свариваемым металлом и электродом. Теплота электрической воздействует на кромки свариваемых деталей, электродный металл плавится — образуется сварочная ванна. При затвердении металла в сварочной ванне создается сварное соединение. Для создания электрической дуги используются специальные источники постоянного или переменного тока.
Основные разновидности дуговой сварки →
, с метками: Дуговая сварка, Ручная дуговая сварка, Сварка под флюсом, Сварка электродом, Сварочная дуга